Technical Information
Here are some important facts about our products
What is the Electrostatic Powder Coating?
Powder coating is a surface coating method which contain resin, pigments, additives and fillers and can be applied directly to the surface to be coated. Powder coating is a dry finishing process which is one of the most environmentally friendly and economical method of coating in surface treatment. It is still a growing technology, we are also developing new products in manufacturing during this period.
The most advantages of powder coating used as for protective and decorative finishes are:
- environmentally friendly (contain no solvent or volatile organic compounds)
- chemically resistant
- energy-saving
- safe to handle and process
- highly economical
- ease of Application (ready to use)
Powder Coating Manufacturing Process
Powder coatings typically contain:
- binders (resins, hardeners)
- additives
- pigments
- filler
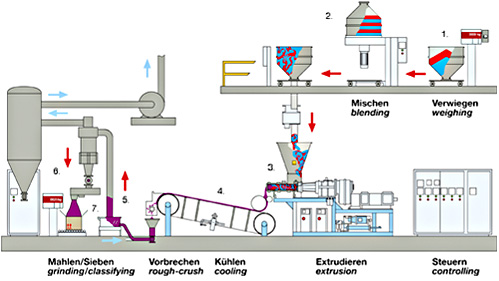
Powder Coatings are manufactured in three steps;
Raw material mixing: All chemicals of the formulation are weighed and pre-mixed with the mixer during a known time until homogeneous mixture is obtained.
Extrusion: In the extruding process, the blend is melted and dispersed. After cooling rollers and belt steps, the material is broken into small chips.
Grinding in a fine powder: Those small chips are grinded at appropriate intervals (particle size distribution) for different applications. When an optimum particle size is obtained, the powder is packaged which is ready for use.
Certificates of Quality
- Qualicoat Certificate of Quality
- RoHS Restriction of the use of certain hazardous substances
- ISO 9001:2008 certificate of quality
- OHSAS ISO 18001:2007 certification
- ISO 14001:2004 (EMS)
Qualicoat certificate is available for our PE coatings for architectural applications on aluminium surfaces.
RoHS Restriction of the use of certain hazardous substances is also avaliable for our products.
Quality control and quality assurance in Boyasan’s internal procedures are regulated by Quality System ISO 9001:2008.
We have also the OHSAS ISO 18001:2007 certification for Occupational Health and Safety Management System (OHSMS) which is important for reducing the risk of unexpected injuries which protects both workers and its workforce.
Boyasan is under process to improve its Environmental Management System (EMS) by meeting the requirements of ISO 14001:2004 to improve the environmental protection by reducing waste.
Type of Powder Coatings
Epoxy: These yield excellent chemical resistance (acid, alkali and salt solvents), corrosion resistance, good mechanical properties, flexibility, high level of adhesion, and resistance to abrassion. This group will chalk with exposure to sunlight. So this series is recommended for interior applications.
Epoxy-Polyester (Hybrid): These are epoxy powders with blend of polyester resins used for indoor applications. This series is similar to epoxies with improved resistance to yellowing in sunlight and weatherability. But unfortunately it still will chalk on exposure to sunlight. This Series are resistant to wide variety of solvents and chemicals depending on formulation. Chemical resistance requirements must be considered according to processing conditions and final use of the finished product.
Polyester-TGIC: These offer resistant to chalking, UV light, weatherability. This series is recommended for both interior and exterior applications.
Polyester - PRIMID-TGIC Free: These offer similar mechanical properties to polyester with TGIC system but have some distinct advantages and disadvantages. Advantages are higher transfer efficiency, excellent storage stability, better flow of surface. The only disadvantage of this system is film thickness but this problem is solved considerably by improved formulations. The most important feature of this group is not contain heavy metals and toxic substances harmful to the human health.
Polyurethane: These are caprolactam-free-IPDI cured polyester based powder coating used for both indoor and outdoor applications with very good chemical and physical resistance. This series show outstanding thin-film appearance and toughness with excellent weather resistance. Advantages are higher transfer efficiency, excellent storage stability, better flow of surface, superior mar resistance and they are highly resistant to humidity and salt spray.
How to Choose Correct Product?
| Epoxy | Epoxy Polyester | Polyurethane | TGIC Polyester | Primid Polyester |
Gloss (60 °) | 5-95 | 5-95 | 20-95 | 20-95 | 20-95
|
Color | No Restrictions | No Restrictions | No Restrictions | No Restrictions | No Restrictions |
Hardness (Buchholz) | >90 | >90 | >90 | >90 | >90 |
Flexibility | Excellent | Very Good | Very Good | Very Good | Very Good |
Adhesion | Excellent | Excellent | Excellent | Excellent | Excellent |
Impact Resistance | >120 | 60-120 | >100
| >100 | >100 |
Salt Spray | 1000 hrs | 1000 hrs | 1000 hrs | 1000 hrs | 1000 hrs |
Weatherability | Poor | Poor | Excellent | Excellent | Excellent |
Corrosion Resistance | Excellent | Good | Good | Good | Good |
Chemical Resistance | Excellent | Good | Good | Good | Good |
APPLICATIONS | Epoxy | Epoxy Polyester | Polyurethane | TGIC Polyester | Primid Polyester |
Architectural |
|
| + | + | + |
Automotive | + | + |
| + |
|
Furniture |
| + |
|
|
|
Agriculture | + |
|
| + |
|
Steel door |
| + |
| + |
|
Shelf cupboard |
| + |
|
|
|
Metal house equipments |
| + |
|
|
|
Electrical and Electronic equipments | + | + |
|
|
|
Aluminium profile |
| + | + | + | + |
Panel Radiator |
| + |
|
|
|
Water Valve | + |
|
|
|
|
Tefloncapand casserole |
| + |
|
|
|
Quality Control Tests and Methods
The powders produced are subjected to all sorts of tests described below by technical engineers working in our quality control department.
Reactivity
We perform gel time to indicates the relative reactivity of a powder coating formulation at a specific temperature.
The reactivity is important for the flow out, the outlook of the film and also the storage stability.
Particle size distribution
Particle size distribution of the powder coatings is the most important factor for the product performance. It affects many base properties critical for the application of the powder coat such as fluidization, blowing out of box, back ionization, poor charging, transfer efficiency, Faraday cage penetration, and film smoothness.
There are many methods are available to determine the particle size distribution of powder coatings. In our laboratory we use the most reliable method laser diffraction with wet measurement and grind the powder in the best particle size distribution which is suitable for the application considered.
Gloss
According to the standards EN ISO 2813,gloss is measured objectively with a gloss meter. The gloss is measured in general under an angle of 60°.
The expected values ;
Glossy 71-100 GLOSS
Semi-Mat 31-70 GLOSS
Mat 0-30 GLOSS
Coating Thickness
According to the standards EN ISO 2808, powder coating film thickness is measured with a micrometer. Coating thickness is measured at five points (min.1 cm2) on the surface and approximately 3 readings are taken at each point. The average of the readings at each point is written as '' the measurement result’’ on the test report. If any of these measurement results is less than 80% of the required value, the result is negative.
The measurement results are evaluated as shown in the examples given below.
Required Value: 60 micron
Example 1. Measured values (micron): 75, 68, 63, 66, 56
Average Measured value: 66 micron
The result is positive. Average measured value is higher than 60 and 80% of 60 micron is 48 and there is no any value smaller than 48.
Example 2. Measured values (micron): 85, 67, 71, 64, 44
Average Measured value: 66 micron
The result is negative. Average measured value is higher than 60 and 80% of 60 micron is 48 but there the value 44 which is smaller than 48.
Cross-cut test (adhesion)
According the standards EN ISO 2409, a cross-cut which means a cross and parallel to each other with a distance of 1 mm is made on the coated metal surface. A standard tape is put on the cross-cut. The cross-cut is valued through the quantity of the detached film after removing the tape.
Evaluation Gt(0) No deformation
Cupping Test
According to the standards EN ISO 1520, in this test a ball with a specific diameter is pushed in the reverse side of the coating (slow deformation). The depth of the ball in the test panel when the coating is cracking, is determined. It define the resistance of coat to cracking.
Flexibility
According to the standards EN ISO 1519,Cylindrical Bend Test is used to determine the elasticity of paint .This is a measure for flexibility, stretching and adhesion of the coating under deformation. There are various rolls in different diameters.If test panels are rotated around cylindrical then the result is the diameter of the roll when no damage on the coating is determined.
Impact
According to the standards EN ISO 6272, deformation of powder coated surface is tested with an impact tester. It works with a mass of 1 kg that falls from different heights on the coated surface (direct : on the coating, indirect : on the reverse side of the coated test panel). The impact is quoted in kg.cm, as no cracking.
Buchholz Hardness
According to the standards EN ISO 2815, the hardness of powder coat can be measured with buchholz in the most reliable way. It consists of a slip-on weight with a sharp-edged metal wheel, and it is positioned on the test panel for a set period of time. The length of the indentation mark in the coating is an indication of the hardness of the surface.
Salt spray test
According to the standards EN ISO 7253 ,three powder coated panels with an cross scratched with 1 mm width are placed in a warm, humid environment and sprayed with salt. Usually this test takes 1000 hour, with checks executed every 200 hour. This test evaluates the degree of protection of the coating to corrosion in a salty environment .The optimum result is at least 16 mm2 corrosion around 10 cm strached cross and on the surface not more than two blister.
Packaging and Storage
Powder packaging is provided in PP bags and carton boxes - up to 25 kg.
Powder should be stored in the optimum conditions of less than 25°C and approximately 50 - 60% relative humidity. Under these conditions most powder should be readily usable for at least a 12 month from date of manufacturing. Higher temperatures and longer storage periods will bring the risk for absorption of moisture.
It is important that powders should always be:
- Protected from high heat (>25ºC)
- Protected from humidity and water
- Protected from other dust and dirts
Storage conditions can be different for each powders so the product data sheet should be examined at all times.
Powder Application Processes
The process generally consists of three steps:
1- The Pre-treatment of the Metal Surface
Powder coating is primarily used in steel, galvanized steel, aluminum, copper and zinc alloy metal surfaces.
Metal surfaces are susceptible to rapidly oxidation. To prevent oxidation of the surface is usually oily and greasy which cause several problems for coating. So metal surface should be cleaned by a variety of chemical methods prior to coating methods in order to get the highest performance. Oil, soil, metal oxides, rubber and plastics must be thoroughly removed.
Based on the type of metal used, there are two main methods for the cleaning process;

For choosing of proper process and chemicals, the following points should be determined:
- Metal type and its protective quality requirements
- degree of contamination
- Application area
2- The Powder Coating Application Systems
The most common way of applying the powder coating to metal objects is to spray the powder using an electrostatic gun. Generally, two charging processes are known: corona charging and tribo charging:
- Corona Charging
In corona charging, powder particles are charged by a voltage. An ion field is generated between the electrode and the grounded metal surface. Powder particles passing through this field are charged, and are attracted to the grounded metal. Corona charging is suitable for all kind of powder coat.
Advantages:
- Strong electrostatic field results in rapid charging
- Electrostatic field support the powder particles to move towards the work piece
- Suitable for different types of powder materials
- The differences in particle size distribution can be eliminated
- Film thickness can be simply changed by voltage variations
- Fast color changes and cleaning
- Less equipment wear and replacement of parts
Disadvantages:
Strong electric field induced decrease in ionization
Strong electrostatic field lead to Faraday effect (irregular coating on corners and edges)
Voltage changes lead to Orange peel effect
- Tribo Charging
In Tribo charging, powder particles are charged by friction with the surface of inside the gun. Electrons are removed from the powder particles as they make contact with the gun inside which is typically made of teflon. The positively charged powder particle is transported to the grounded product by the air stream leaving the gun.
Advantages:
- No Faraday effect; corners and edges can be better penetrated
- Uniform coating
- Good flow with no orange peel effect
- Provide very good automation facilities
- does not require a high-voltage generator
Disadvantages:
- Formulation must be adapted to the Tribo charging process; not provide high performance for all type of powder
- Performance is strongly influenced by uncontrolled air-streams
- Particles smaller than 10 microns are difficult to charge
- Color changes and cleaning is not easy and take a long time
- Charging of particles takes more time and efficiency reduces during long works
- More wear and so shorter life time for the replacement of parts
- As charging of particles takes more time, the quantity of powder is less, so more tribo guns are required to coat
How to Choice Application Method (Corona, tribo):
Application | Corona | Tribo |
Penetration into corners |
| Appropriate |
Wrap around | Appropriate |
|
Re-coating |
| Appropriate |
Thin coating | Appropriate |
|
Thick coating |
| Appropriate |
Coating Uniformity |
| Appropriate |
Coating Appearance |
| Appropriate |
High Powder Output | Appropriate |
|
High Conveyor Speed | Appropriate |
|
Diffirent Part Geometry |
| Appropriate |
Metallic powders | Appropriate |
|
Choice of Diffirent Powder | Appropriate |
|
Cost | Corona | Tribo |
Speed of Powder consumption | Appropriate |
|
Colour change | Appropriate |
|
Less Wear | Appropriate |
|
3- Curing
When a thermoset powder coating pass through a cure oven, it begins to melt, flows out, and then chemically reacts to form crosslinking. Normally the powders cure at between 160 -200°C for about 5-25 minutes. The curing time and temperature could vary according to the type and specifications of powder.
Transfer Efficiency (TE)
When powder coatings are applied to a substrate using an electrostatic spray gun some of the powder sprayed adhere to the part and some does not. Transfer Efficiency (TE) is defined as the ratio between the amount of powder actually deposited on the part intended to be coated, and the total amount of powder sprayed. It is given as a percentage, as like 100%.
Increasing transfer efficiency will reduce the amount of powder over-sprayed and the amount of reclaim generated. High transfer efficiency means lower cost, high productivity and high quality.
There are several important issues that affect the TE:
Gun voltage/current: The optimum voltage range is between 30 to 100 kV. Higher voltages generally produce much amount of reclaim. And the optimum current draw for a good transfer efficiency is 10 to 20 microamper, µA which provide good deposition and penetration into Faraday areas.
Powder Flow Rate (air adjustment): Too much air velocity reduces transfer efficiency and complicates the application into corners.
Small powder particles are directed by air toward the part and adhere to the surface by electrostatic attraction. If the powder is moved too fast, it will hits quickly to the surface and falls. Because the speed of the compressed air is a greater force than the electrostatic attraction.
So, the lower the air flow means the higher transfer efficiency, more consistent film thickness, less orange peel and less abrasion to wear parts.
Gun Positioning: Gun to part distance is important for the transfer efficiency. If the guns are too far away the powder will be pulled away from the part by gravity or airflow. If the gun is too close, voltage will decrease and current will increase. As the gun current exceeds optimum levels, more ions are created and they adhere faster to the part which results back ionization.
For the manual application, recommended distance of the gun from the part is 15-20 cm and 20-30 cm for automatic application.
Conveyor density: Position of the hangers will effect Transfer Efficiency. Increasing the numbers of hangers as close as possible to each will increase TE. Because, there will be less opportunity for powder to be sprayed into the air and out of the part.
Nozzle type: Different nozzles affect Transfer Efficiency. The two most widely used nozzles are the fan spray nozzles and conical spray nozzles. A fan spray nozzle has a large cloud of dust with a higher velocity. Conical nozzles have a softer forward velocity with different pattern cloud of dust dependent on the diameter of the nozzle. You should test different nozzles to see which one is best for your application.
Humidity and temperature: Both humidity and temperature can affect the performance of a powder coating system. Because change in temperature and humidity may affect fluidization, filter efficiency, filter life, and charging capabilities of the powder(consistent and efficient spraying). Too much heat can start the physical/chemical change in powder. Too much humidity can cause powder to clump. Too much dry air can cause problems with charging. For maximum TE, temperature of the environmental room should remain at less than 25°C and relative humidity should remain at 50-60% percent.
Grounding: Proper grounding is one of the most critical points for Transfer Efficiency. If the ground is not good enough, the powder will move in different directions with lower efficiency, causing a greater number of thin and thick coated parts and increasing powder waste. The ground should always be maintained and all components must be grounded with a resistance to ground not exceeding one megohm.
Powder particle size: Proper particle size distribution is important for Transfer Efficiency.
Finer particles are more difficult to fluidize and pump. And smaller particles carry more charge per unit weight. Even though small particles charge efficiently, they tend to be influenced by the airflows resulting in poor transfer efficiency.
Larger particles are more likely to have straight-line motion and be affected by strong electrostatic force lines or gravity. If particles are too large, they tend to fall to the booth floor as a result of gravity.
The fines deposit on the flatter surfaces more readily and making it more difficult to penetrate Faraday areas.
Larger particles with a better straight-line motion, provide better penetration to the inside corners.
If the thickness of the film builds are not increasing and penetration is becoming more difficult, the powder particle size blend may have too many fines.
Ideal Virgin to Reclaim Powder Ratio
The most advantageous feature of the powder coating is to have chance to use recycle. Considering negligible loss in the collection filtering systems and on part hangers, approximately 95% of the powder coating can be recovered and reused.
In general, reclaim ration is between 25%-15% of virgin powder by volume(25 reclaim + 75 virgin). The ideal amount is 15% by volume, which keeps particle size distribution of the blend with very little changes. Determining the amount of recycling, you should know your first transfer efficiency. The first transfer efficieny is mostly depending on entire application process and system maintenance (guns, hoses, grounding, etc.). Insufficient maintenance will cause increase in the amount of reclaim powder in the collector and this causes the amount of reclaim to increase.
- Poor grounding will affect your transfer efficiency and cause reclaim to increase
- You can not paint for a long time with the fixed setting values, since reclaim will change the particle size in the feed box, you will need to adjust the gun settings for the long-running works in order to maintaining surface appearance.
NOTE: All those we mentioned above are for smooth surfaces. For texture, wrinkle and other special effect powders, the amount of reclaim may be less in order not to cause changes in appearance-effect.
Problems & Solutions
Problems with Powder Application
Poor fluidization in feeding box |
|
Causes | Solutions |
Air is too low or high | Check the setting parameters |
Teflon membrane in the bottom of box is clogged | Clean the membrane from the dust and increase the air pressure to start fluidization |
Amount of fine in particle distribution | Reduce the amount of recycled powder added to virgin powder and contact with supplier |
|
|
Dusting out of feeding box |
|
Causes | Solutions |
Powder is too fine | Reduce the amount of recycled powder added to virgin powder and contact with supplier |
Air pressure too high | Reduce air pressure |
Bad particle size distribution (excess of fine) | Contact with supplier |
|
|
Agglomeration of particles |
|
Causes | Solutions |
Humidity in the powder due to incorrect storage | The powder must be dry and stored at the suitable temperature,(less than 25°C and approximately 50 - 60% relative humidity) The powder can be used after sieving |
|
|
Back Ionization |
|
Causes | Solutions |
If the powder coating | Reducing the high-voltage |
Over-Voltage (very high) | Reduce the voltage |
Gun is too close to the metal | Increase distance between gun and metal surface |
Insufficient grounding | Check the all connections |
|
|
Poor Charging- Not enough powder build on the metal |
|
Causes | Solutions |
Insufficient grounding | Clean hangers regularly-Check the grounding resistance periodically by a megaohm meter |
Powder is too fine | Too much reclaim is added to virgin powder |
Moisture in air | Check air supply |
Too fast powder flow rate | Check the set value and reduce the flow rate |
Air pressure is too high | Check air setting parameters and arrange the distance between gun and metal (increase) |
|
|
Poor Penetration to the corners and edges |
|
Causes | Solutions |
Poor grouding | Clean hangers regularly-Check the resistance to ground periodically by a megaohm meter |
Not suitable the gun system to the shape of the metal to be coatted | Contact with supplier and change the type of powder coat whose formulation and partcle size distribution adjusted for the area to be painted and for the gun system |
Incorrect distance between the | Adjust gun position so powder cloud will reach to the area and cover |
Surface Defect
Changes in gloss |
|
Causes | Solutions |
Contamination reduce the gloss | Clean application equipments and check the powder |
Not enough curing time and temperature increase the gloss | Check the product data sheet for curing conditions. |
Problems with formulation | Check with supplier |
Film thickness too high or too low | Check the product data sheet for optimum fim thickness |
|
|
Orange Peel / Poor Flow |
|
Causes | Solutions |
Voltage is too high | Reduce voltage and arrange appropriate conditions for the type of powder |
Film thickness is too low | Arrange appropriate value for air pressure and voltage and then adjust the optimum thickness written in product data sheet |
Not enough curing time and temperature | Check the product data sheet for curing conditions. |
Curing is too slow or too fast | Check curing cycle and temperature |
Unsuitable particle size distribution (too coarse) | Contact with supplier |
|
|
Pinholing |
|
Causes | Solutions |
Humidity of powder is too high | Check storage facilities optimum conditions of less than 25°C and approximately 50 - 60% relative humidity |
Problems with metal surface | For example aluminum could have porosity which cause outgassing |
Problems with pretreatment | The treatment process may be leaving some impurities on the surface, the washing step should be checked |
Formulation and application errors | Contact with supplier and film is too thick which prevent outgassing |
|
|
Cratering on Surface |
|
Causes | Solutions |
Insufficient pretreatment-remaining oil and rust | Check pretreatment steps |
Back ionization | Increase distance between gun and metal surface and also choose the suitable powder type (tribo or corona) for the gun system |
Problems with metal surface | Aluminum could have porosity which cause outgassing |
Contamination with the powder from the other manufacturer | Cleaning application equipments and working area more carefully |
Contamination with silicone | Do not use silicone in working area |
Changes in Colour and Yellowing |
|
Causes | Solutions |
Changes in film thickness (too thin or too thick) | Adjust the optimum thickness written in product data sheet |
Over curing of powder causes yellowing | Check the product data sheet for curing conditions |
Problems with the formulation (low coverage) | Contact your powder supplier |
Problems with Mechanical and Chemical Properties
Poor impact resistance |
|
Causes | Solutions |
Not enough curing time and temperature | Check the product data sheet for curing conditions |
Film thickness is to high | Check the setting parametres for the gun to reduce the thickness |
Insufficient pretreatment | Check pretreatment equipments and chemicals |
|
|
Poor corrosion and chemical resistance |
|
Causes | Solutions |
Insufficient pretreatment | Check pretreatment equipments and chemicals |
Not enough curing time and temperature | Check the product data sheet for curing conditions |
Selecting the wrong powder | Check with powder manufacturer if the powder coat is suitable for atmospheric conditions or not |
Variations in metal composition | Check the quality of your metal composition. It can make effect on the adhesion and corrosion resistant |
Film thickness is too low | Appling too thin film will cause corrosion problems because of not proper protection |
Film thickness is too high | Appling thicker film will reduce flexibility and impact resistance which will cause corrosion problems after a certain time |
|
|
Poor hardness / abrasion resistance |
|
Causes | Solutions |
Not enough curing time and temperature | Check the product data sheet for curing conditions. |
Unsuitable packaging and transportation | Hard knocks should be avoided. |
Problems with formulation | Check with supplier |
|
|
Poor Adhesion |
|
Causes | Solutions |
Contamination | Poor pretreatment, check the process |
Poor grounding | Clean the hangers and Check the resistance to ground periodically by a megaohm meter |
Not enough curing time and temperature | Check the product data sheet for curing conditions |
Particle size distribution | Contact with manufacturer |